



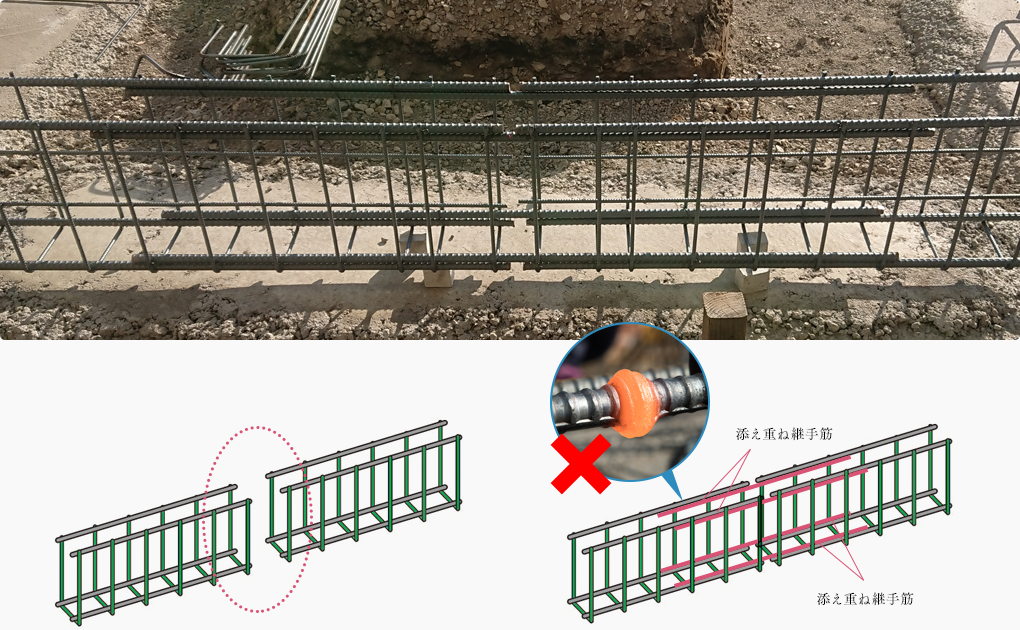
認定工場で溶接・組立てた基礎鉄筋ユニットパーツが、施工精度を向上させ、工期短縮とコスト削減に繋がります。
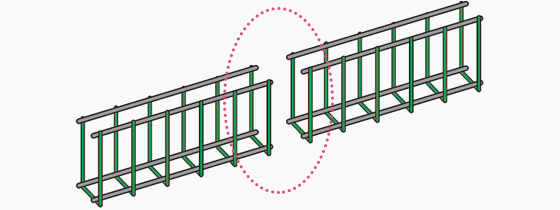
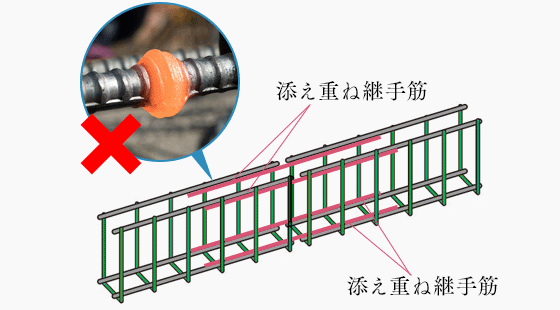
基礎柱への定着方法は2種類




筑波大学システム情報工学
研究科と共に実大サイズの実験を実施
各種実験により強度を実証Demonstration of Strength
筑波大学で実証実験を行い、在来工法の135度フック付きあばら筋と同等以上の性能があることを実証。
実大曲げ実験(図4)により仕口が塑性化した場合でも継手として影響がないことも確認しています。
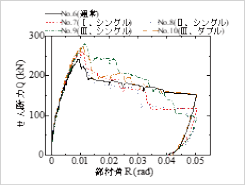
図1一方向せん断実験結果
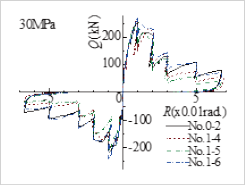
図2正負交番繰返しせん断実験結果
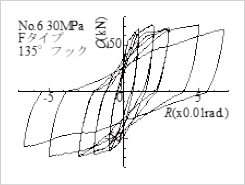
図3正負交番曲げ実験結果/在来工法
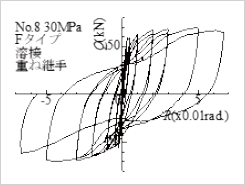
図4正負交番曲げ実験結果/定着分難型

発表論文
各種実験で確認した、MBキャップタイ工法の構造性能をご覧いただけます。
認定工場の厳しいガイドラインStrict Guidelines
U字ユニットは、第三者検査など厳しいガイドラインによって品員管理された認定工場で製造しています。
その認定工場は、大手ハウスメーカーを始め幅広く使用されている布基礎・べた基礎用の基礎鉄筋ユニット「ミレニアムベース」を安定製造している実績があります。
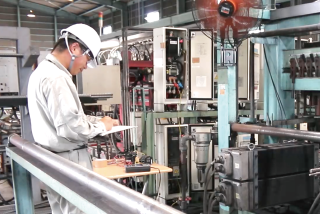
溶接機の安定稼働を確認

電気技師による検査・指導

検査を通った製品だけを出荷